1、焊接时的共通注意事项
滑动型的撞针应确实在ON或OFF的位置上。(但A6E/A6ER的场合则必须将开关置于OFF状态下进行)。旋转型时应确实定位为[0]。位置偏离时,可能会由于焊接时产生的热量,引起操作感触下降。焊接前请务必确认开关没有从基板上浮起。多层积层基板等,需要事先进行确认试验。根据做法等不同,可能发生热变形。
2、自动焊接槽(流动焊接槽)的场合
焊接温度:260℃以下
焊接时间:5秒以内(单面基板t=1.6mm)发泡焊剂应不超过开关安装侧的印刷基板的上面。焊剂到基板上的话容易进入开关内部,引起导通不良等。
3、回流炉(表面实装)的场合
回流焊接请在下述条件内进行。 (测定点:开关的上方):
<A6S-H、A6SR、A6RS、A6KS、A6KSV的条件>
<A6H的条件>
根据使用的回流槽的不同,可能发生设定条件与开关周围的温度 不同的情况。因此应事先取得温度概况,并确认向开关本体施加 的温度以及焊接状况后,再进行使用。
4、手工焊接的场合(表面安装型除外)
焊接温度:350℃以下
焊接时间:3秒以内(单面基板t=1.6mm)
由于修改等需要再焊接时,焊接的次数应该最多2次。这时, 第1次和第2次之间应间隔5分钟以上。
5、关于助焊剂的使用
由于助焊剂的种类、涂抹量、涂抹方法都会造成助焊剂进入开关内部,从而使开关劣化。因此请事先评价助焊剂。
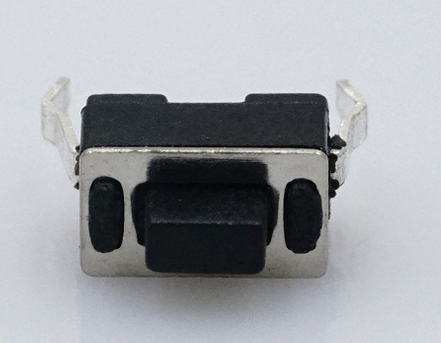
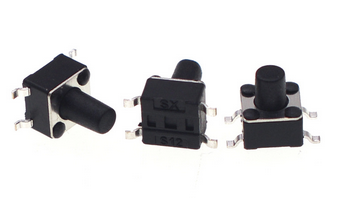
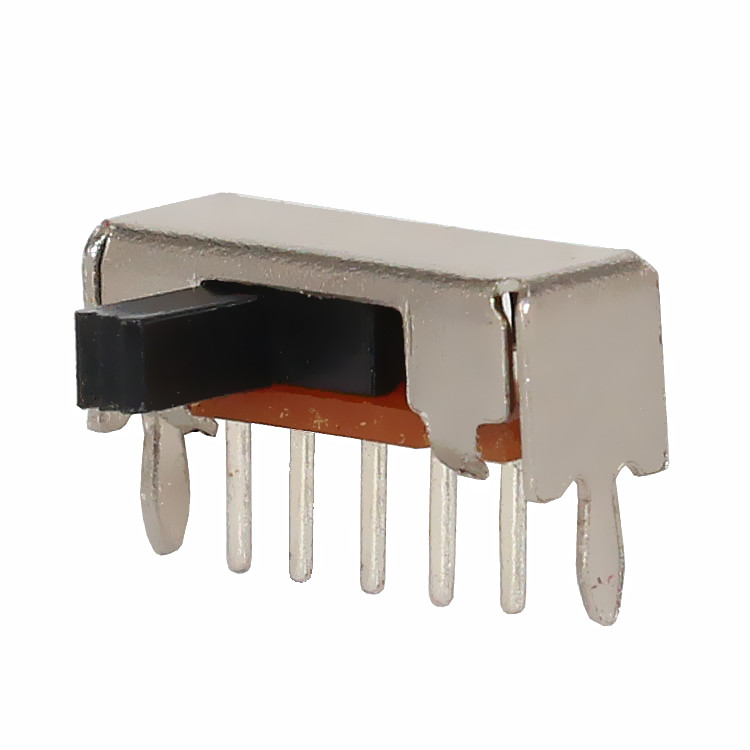
以上就是:拨动开关正确使用的详细参数,如需了解更多请记住东方颖鑫电子拨动开关厂家